上海隆司新材料科技有限公司
 第6年
第6年

 第6年
第6年 
第6年

来源:上海隆司新材料科技有限公司 时间:2024-05-14 13:44:03 [举报]
目前,我国工业领域普遍采用镁锆中间合金作为晶粒细化剂,市场现有产品存在锆元素细化效率低(低于40%)、锆颗粒大量沉积、细化剂成本高、杂质含量高以及细化工艺操作不稳定等诸多问题,给实际工业应用带来不小困难。
“镁合金的晶粒尺寸控制技术是对镁合金材料性能调控的根本、显著的技术方法之一,锆元素和稀土元素均为镁合金的有效细化元素,如何充分发挥好这些元素在合金中的作用,是我们一直研究的。
基于前期针对稀土和锆元素对镁合金耦合细化机制的研究成果,包头稀土研究院辅之以全新的冶金工艺制备方法,让分布更密集、体积更小的锆粒子为镁晶核提供更多的附着机会,同时稀土元素加强了结晶过程中镁晶核在锆粒子表面的附着能力,可以实现镁合金晶粒的率细化。
数据显示,稀土镁锆晶粒细化剂中的细化粒子尺寸较传统降低2/3,纳米级颗粒含量占粒子总量的60%以上,颗粒之间无团聚现象。合金材料经细化后,晶粒尺寸可再降低20%,达到35微米以下,晶粒细化效果显著,更细的晶粒将为材料带来更好的力学性能。
目前该产品已经完成小规模生产工艺的研发,产品已经客户使用验证,产品细化效率大于80%,成本较传统镁锆晶粒细化剂降低20%以上。
这项技术对稀土镁合金铸锭产品的产业化意义非凡,它可以有效地减少产品内外金属颗粒的不均匀性,让内外合金颗粒大小基本保持一致,地提高合金的应力水平,让合金更。”
节约成本,性能等同现有材料
伴随新能源汽车以及国内5G通讯的高速发展,更轻、散热性能更好、耐腐蚀性能的轻合金材料市场需求强烈,但对应性能的要求也越发苛刻。
“针对内蒙古地区特有稀土资源优势,我们对镧、铈等稀土元素对镁合金散热性能的作用机制进行研究,开发出系列低成本散热稀土镁合金工程材料,综合性能已等同于现有铝合金散热材料,散热器件的制作成本相比铝合金节约5%以上。”
基于稀土对镁合金散热性能的作用机制和对镁合金的晶粒尺寸控制技术的突破,包头稀土研究院在半连续铸造及冷室压铸的产业化方面取得了新突破。
目前,半连续铸造技术,突破熔体净化细晶技术、低频电磁铸造控制技术、自流式浇铸控制技术等技术,经过技术集成,突破性解决大尺寸稀土镁合金棒材内应力大、径向晶粒尺寸差异大、力学性能不均等技术难点。这项合成技术代表国内的镁合金材料半连续铸造技术,为后续大尺寸、锻造轮毂以及挤压型材的低成本化奠定了技术与产品基础。
包头稀土研究院引进内蒙古地区科研院所中的大吨位冷室压铸系统QC-830,现已实现工业常用泵机电机外壳的压铸制备,具备了300吨/年稀土镁合金薄壁器件制备能力,相比传统重力铸造、砂型铸造等方式,综合效率提升30%,仅人工成本支出一项降低幅度达60%,对稀土镁合金材料的下游终端应用起到有力推进作用,稀土镁合金压铸技术与产品终端市场未来可期。
对未来的技术研发,胡文鑫表示,研发团队将面向通讯工程及民用电子行业的散热镁合金与功能性镁合金材料进行研究;对镁合金材料的低压铸造、半固态成型等加工成型技术进行研发,实现对应器件与制品的示范化应用。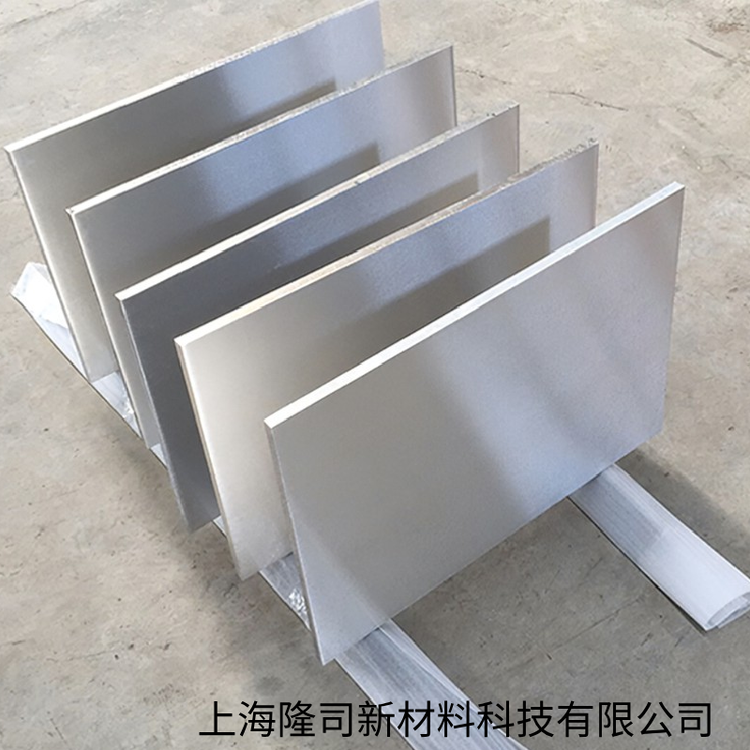
镁合金核心技术与可持续的创新能力,镁合金是一种结构功能一体化的轻质合金材料,那么大家知道镁合金的挤压工艺吗,如果不知道的话,下面就和小编一起来了解一下吧。
在传统挤压中,坯料和挤压筒壁间的摩擦限制了坯料长度的合理利用,使得可挤型材的长度受到制约,而连续挤压法则是一种创新的挤压镁合金的金属成形方法。
它无镁合金挤压生产线厂家的到之处是能连续地生产出精密的管材、型材及其它截面的金属材料,对于小口径管材、线材、小截面型材,要求长度很长、成盘供应的材料,是一种极为理想的加工方法。
260mm镁合金铸造棒
采用爆炸焊接方法在厚20毫米LY_(11)镁合金的φ15圆周上均匀地焊上三根φ10×1毫米的LF_2防锈铝管,氦气质谱检漏仪测得焊缝漏气率为8×10~(-10)乇·升/秒。切片冲剪试验,三孔平均焊缝冲剪强度为LY_(11)镁合金的冲剪强度(14.7公斤/毫米~2)。
1、镁合金只允许在空气电阻炉中加热。
2、为防止燃烧,各种合金的加热温度可以高达470℃;挤压速度可以高达20m/min,比硬铝合金的快一些,但只有软合金的1/3左右。
3、镁合金挤压材的收缩率比铝合金的大,因而相应地加大模具尺寸。
4、张力拉矫时材料应加热到150℃-250℃,而铝合金材料则在室温矫直。
镁合金棒材可广泛应用于航空航天、高铁、3C数码、汽车零部件、LED、电动工具、自行车等领域,下面一起来看下镁合金棒材棒材的熔化工艺。
镁合金棒材的熔化工艺
1. 可将镁锭预热到150℃以上的预热熔炉
2. 加锭到熔化炉中的设备
3. 一个熔化系统
4. 熔炉的坩埚为中碳钢,外包一层耐热钢;
5. 料液的传输采用电加热的不含镍耐热钢管完成
6. 将料液加入压铸机内可通过下列各设备进行,如手动给汤、虹吸管、气泵、活塞泵、电磁泵等;
7. 熔炉上配有盖子。上面有必需的温度测量、液面控制、输料管、给汤泵、保护气体系统,以及用来检查及清洁熔炉的开口。
镁合金棒材的预热温度为150℃~350℃。水的沸点为100℃,所以低为150℃,随着温度的升高,镁合金棒材的化学性质越来越活跃,很容易发生化学变化(氧化)。当镁合金棒材加热到350℃时,应加保护气体保护。
镁合金棒材熔炉:镁合金棒材可在用电热丝、油或气加热的熔炉中熔化。因气价低廉,美国普遍使用气热炉。然而,因为气热炉上垢块会导致坩埚磨损及水气形成的弊端,现正大量使用电热炉。在欧洲,电热炉占主导地位。电热炉操作简单,能控制温度。在熔炉内部和发热元件附近都安装了热电偶来防止过度加热。
镁合金挤压型材、棒材在一般卧式油压机上即可实现,可供外接圆300mm以下。但是镁合金型材、棒材与铝合金型材、棒材生产有很多不同。
典型镁合金挤压型材、棒材生产工艺流程:
铸锭加热→一次挤压→切中间坯料→加热→二次挤压→人工时效→拉伸矫直→切头尾取试样→辊式矫直→手工矫直→检查→切成品打印→氧化上色→成品检查→包装→入库
镁合金挤压材工艺与铝合金挤压材工艺不同点:
1)加热方式:镁合金只准许在空气电阻炉中加热;铝合金在空气电阻炉和感应炉中加热即可。
2)挤压温度:镁合金挤压温度稍低,为防止镁锭燃烧,各种合金允许加热的高温度只达到470℃;铝合金高加热温度达到550℃。
3)挤压速度:镁合金挤压速度稍快,高挤压速度达20mΠmin,铝合金挤压速度稍慢。
4)模具尺寸:镁合金热挤压材的收缩率比铝合金大。
5)张力拉伸:镁合金挤压材要在加热到100~200℃的情况下拉伸,这需要设备。铝合金挤压材在室温中拉伸。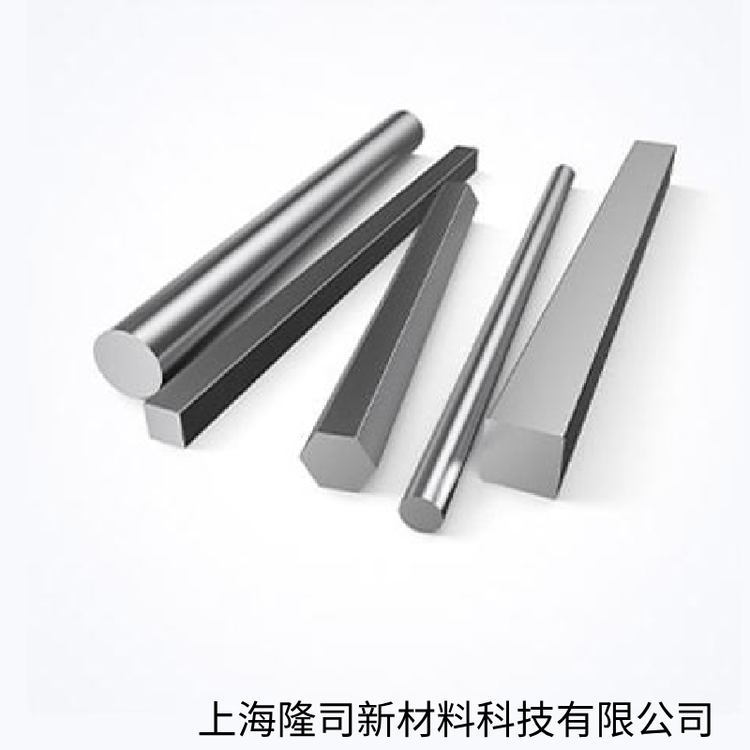
综述:AZ80特点是比强度高且耐腐蚀较纯镁大幅提升,主要用于电器产品的壳体、小尺寸薄型或异型支架等。A代表金属铝Al,Z代表金属锌Zn,8代表铝的含量为8%,0代表锌的含量为0.20-0.80%。一般为铸造件直接进行机械加工或者采用锻造件进行加工或者挤压成形。
分类:AZ80属镁铝锌系合金中高含铝量合金,高含铝量具有较高的强度,但其塑性成形能力较差,
化学成分:
执行GB/T5153-2016《变形镁及镁合号和化学成分》国家标准,具体如下:
AQ80是在AZ80合金基础上添加了金属Ag,特点是比强度高、耐热性能好。一般为铸造件直接进行机械加工或者采用锻造件进行加工或者挤压成形。
分类:AZ80属镁铝锌系合金中高含铝量合金,高含铝量具有较高的强度,但其塑性成形能力较差,
化学成分:
执行GB/T5153-2016《变形镁及镁合号和化学成分》国家标准,具体如下:
产品类型:
铸造圆棒、铸造扁锭、挤压棒材以及锻造产品等,常用规格如下:铸造圆棒:φ160/250/300/320/420/480mm,铸造扁锭:300*800mm(横截面尺寸),挤压棒材/锻造产品根据实际需要进行加工。
标签:卢湾镁合金产品,镁合金产品报价及图片,销售镁合金产品,生产镁合金产品