上海隆司新材料科技有限公司
 第7年
第7年

 第7年
第7年 
第7年

来源:上海隆司新材料科技有限公司 时间:2024-12-22 09:29:55 [举报]
因为镁合金氧化速度快和易燃烧等特点,压铸镁合金时具有一定的危险性,在寻求克服压铸镁合金的熔炼上的耗时,使镁合金的应用晚于压铸铝合金的应用。压铸镁合金的密度为1.7,压铸铝合金的密度为2.7,镁合金比水弱重比铝合金更轻,符合现在人民对各种设配及家用电器的轻量化要求,比如笔记本电脑外壳,现在超轻薄的笔记本外壳的选材多用镁合金压铸面壳键盘壳及底壳,今后汽车家用电器的轻量化扩展镁合金的应用会趋于广化。早以前的笔记本外壳长部件多是锌合金压铸件或五金钣金件加工而成,所以重的多。
压铸镁合金指的是适宜于在熔融状态被高速高压注入金属型腔内快速成形的镁基合金。主要有Mg-Al-Zn-Mn、Mg-Al-Mn、Mg-Al-Si-Mn系合金。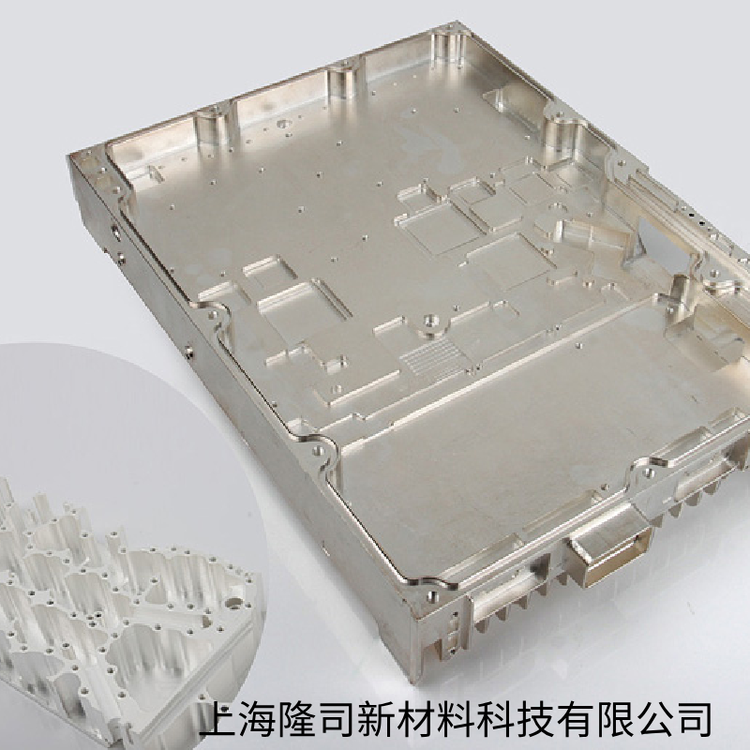
新能源汽车续航延长对轻量化有迫切需求,镁合金作为理想的轻量化金属,当前已步入高性价比区间,且中短期内镁合金价格走高可能性小。目前动力总成壳体实现0-1的产业化突破,镁合金压铸技术水平和应用重量更上一层楼,有望开启1-N的放量模式。
压铸镁合金材料的优点在于其轻质、高强度、耐腐蚀等特性,使其在航空、汽车、电子、医疗等领域得到广泛应用。例如,在航空领域,压铸镁合金材料可以用于制造飞机发动机零件、机身结构等;在汽车领域,可以用于制造车身、发动机零件等;在电子领域,可以用于制造手机、平板电脑等设备的外壳;在医疗领域,可以用于制造人工关节等医疗器械。
结合镁合金本体材料疲劳性能对内在缺陷非常敏感的特点,对新材料结构的成形工艺因素进行分析,在获得佳性能结构的同时获得能确保铸件质量的佳工艺结构及工艺参数组合,满足构件对铸件内在质量及相关疲劳性能的需求,为实现新材料在方向盘上的合理应用奠定生产基础。针对上述情况,根据压铸工艺要求,初步设计方向盘压铸模浇注系统。镁合金压铸成型技术主要包括镁合金熔化及保护、压铸设计、工艺过程控制,承力零部件的后续热处理等。
镁合金压铸方式
镁合金可用冷室或热室压铸机压铸。目前对热室压铸机的改进主要包括:采用储能器增压,压射柱塞的压射速度可达6M/S;感应加热鹅颈管和喷嘴,使之保持适宜温度;采用双炉熔化保温,并采用绝热装置和再循环管道,保持熔池温度。当用普通冷室压铸机压铸镁合金时,对压铸机的压射系统和自动给料系统进行必要的改造,使之适用于镁合金压铸的要求。改造的内容包括:
(1)将压射系统的快压射速度由压铸铝合金时的4~5M/S提高到6~10M/S;
(2)缩短增压过程的建压时间;
(3)提高压射力;
(4)采用电磁自动定量给料装置,防止镁合金在浇注过程中氧化;
(5)如采用真空压铸等特种压铸工艺时,配置必要的配套设备。
与其他压铸合金一样,传统的压铸技术使镁合金液以高速的紊流和弥散状态充填压铸型腔,气体在高压下或者溶解在压铸合金内,或者形成许多弥散分布在压铸件内的高压微气孔。因此用传统压铸方法生产的镁合金压铸件不能进行热处理强化,也不能在较高温度下使用。为了消除这种缺陷,提高压铸件的内在质量,扩大压铸件的应用范围,近20年来研究开发了一些新的压铸方法,其中包括充氧压铸,半固态金属流变或触变压铸和挤压铸造,以及几经起伏的真空压铸等。
标签:压铸镁合金价格,海南省直辖压铸镁合金,压铸镁合金价格,压铸镁合金生产厂家