关键词 |
丰都挤压镁合金,挤压镁合金电话,挤压镁合金出售,供应挤压镁合金 |
面向地区 |
全国 |
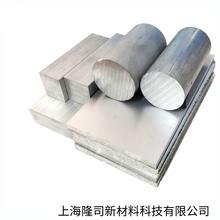
典型镁合金材料生产流程:锭坯加热→一次挤压→切中间坯料→加热→二次挤压→人工时效→拉伸矫直→切头尾与取试样→辊式矫直→手工矫直→检查→切成品与打印→氧化着色→成品检查→包装→入库→发运。
大家都比较熟悉铝合金材料挤压的过程,但对于镁合金的挤压过程可能较为陌生,因此,需要特别注意。众所周知,铝合金锭坯可在燃油炉、燃气炉、空气电阻炉、感应电炉中加热,然而,镁合金锭坯只允许在空气电阻炉内加热。笔者挤压镁合金时,在加热铝合金的燃油炉内加热镁合金,结果着火了,幸好没伤人,也没造成火灾;还有一次,在加热铝扁锭的电阻炉内加热镁锭也着火了。因此,在加热镁锭坯时应特别小心。
镁合金锭坯的加热温度不高,为防止燃烧,加热温度宜≤470℃,而铝合金的高加热温度可达550℃;镁合金的大挤压速度为20m/min,比硬铝的快,但仅为软铝合金的1/3;热挤压镁合金材料的收缩率比铝合金的大,在设计模具时应注意;挤压镁材的拉矫不可在室温进行,宜加热到150℃~250℃,且须用拉矫机,而铝合金的拉矫可在室温下进行。
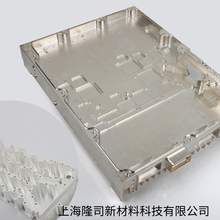
压铸件表面总会或多或少地存在着种种缺陷,在出模后进行修整,除去多余的金属(如小块金属)、熔渣、漏道结块、溢出物、排气孔和飞边,修整可与简单的机械加工,如钻孔等一同进行。修整模通常用的是简单的开闭模,但有时也要用较为复杂的模,这取决于产品结构及其对精度的要求。修整模的尺寸精度决定了成品的质量与尺寸。
镁合金工件大都是近净成形的,尺寸也相当,修整后没有必要进行机械加工,有时为了提高表面品质,可进行振动或喷丸处理。而需要二次机加工处理的,通常都是近净成形、偏差严格和重复性良好的工件。
镁合金的抗蚀性低,因此,压铸件应进行化学防腐蚀处理和表面喷涂处理。防蚀处理在铬酸盐、磷酸盐钝化剂中进行钝化和阳极氧化处理,生成的氧化膜不但能提高镁合金的抗蚀性,而且能提高基底和喷涂层的粘结力。
对压铸件进行喷涂和喷丸处理,以提高表面质量,常用的涂料为:环氧树脂、乙烯树脂、聚氨酯等。此外,为了获得光亮均匀的表面,可进行陶瓷振动抛光处理,削除残余飞边和尖角,还可以进行研磨、抛光和其他研磨处理。
在喷丸处理镁合金压铸件时,应注意附着于工件上的降低抗蚀性的杂质微粒,好用铝丸、玻璃球和Al2O3粒子作喷丸介质,不得采用含有Fe、Cu或Ni的粒子作为喷丸,钢丸也不可用,且镁合金工件不能使用其他金属用过的喷丸进行处理。
安全工作
在镁合金压铸车间,要将安全工作放在。由于镁及镁合金的化学性质极为活泼,在生产时极易氧化、燃烧,甚至爆炸,采取对应的安全防范措施,可分为以下几方面:
锭的存放
镁及镁合金锭应储于室内,室内温度波动不可过大,不可与水汽直接接触,不可与易燃物品存于同一库内。镁燃烧,不可用水熄灭,否则不但会加速火势,还可能发生爆炸。
泄漏
在熔炼镁及镁合金时,熔体在运动剧烈或与水汽反应时易发生溅洒,因此,工作人员应穿戴防护衣服、鞋、帽、眼镜和面罩。熔炼前,锭块预热到大于150℃,熔炼工具须预热并保持干燥,浸入熔体宜缓慢,使其温度均匀升高,好不使用中空工具,以免带入水汽,引发爆炸。每个炉子、压射缸体和压型下方都应放置安全容器,收集溢出物。如果是镁及镁合金粉末自燃,不要快速移开安全容器。此外,洒落在混凝土地板上的熔体会与地面上的水汽发生剧烈反应。
镁反应
液态镁或镁合金可与氧化铁发生镁热反应,宜尽量减少坩埚壁及其他与熔体接触的钢件上形成碎屑和尘渣。
灭火
若发生火灾,应立即采用灭火剂覆盖燃烧表面,阻止其接触空气中的氧。按灭火递减顺序,可采用的灭火剂有:干燥的镁及镁合金的低熔点盐熔剂、干燥的无铸铁氧化物碎片、干砂以及适合灭火的D型灭火器。高压D型灭火器易导致火灾蔓延,只有在万不得已的情况下才采用。在镁及镁合金火灾中,不得使用水、泡沫、SO2、CO2和CCl4灭火。清理镁合金压铸件时,采用湿法处理以免粉尘飞扬;机加时应采用切削液,以降低加工区内温度。
若压铸工艺不当,镁合金铸件中就会产生相应的缺陷甚至出现废品。按造成缺陷的原因,可将其分为两类:凝固缺陷,如气孔、缩松、冷纹等;机械问题引发的缺陷,如扭曲、变形、缺“肉”等。其中,缺“肉”和冷纹是合金压铸件中常见的缺陷形式。除此之外,还可能产生其他缺陷,其产生原因及避免措施如下。
发生缺“肉”或模具型腔未填满的原因:压射速度不够;模具或熔体温度低;熔体污染,如附有过多的氧化物;润滑剂过量;浇口不合适;模具排气不充分;冷室压铸时压射力不合适。
模具或熔体温度低,流向相反的熔体相遇时会发生冷流或冷喷。总排气面积增至浇口面积50%以上时,会减少冷喷频率。
吸气或析H2会产生气孔,调整浇道、浇口、排气和润滑系统可以大限度地减少这类缺陷的产生。
限制熔体进料量,铸件局部热点处会形成缩孔或空洞。
不良浇口、尖角或润滑过量会造成溅洒和扰动,可使铸件表面形成波纹和漩涡。
熔体凝固时可产生热裂纹,模具的约束会引起应力集中、尖角和铸件脱模延迟,都将增大热裂倾向。
铸件脱模时的收缩应力会引起铸件变形、扭曲和断裂。
在镁合金铸件生产中,每一种缺陷都是由多个因素引起的。因此,对每一种缺陷产生的原因与采取的预防措施应进行具体分析。
压力加工用的镁及镁合金大都采用半连续铸造法(DC法)生产,可以选择性的对铸锭进行均匀化处理,但高成分合金进行均匀化处理。均匀化处理可显著降低挤压力,一般可以降低20%~25%,甚至更多。均匀化处理规范通常为350℃×12h。Mg-3%Al合金管材(锭坯规格98mm×150mm,管材规格44mm×1.5mm)在挤压时,均匀化处理对挤压力的影响见表1。
镁合金在挤压前都须车皮、管坯和镗孔,尤其反挤压的管坯和异形薄壁型材锭坯还应有较高的尺寸精度和均匀的壁厚,以确保挤压材壁厚均匀。在实际生产中,有时还用挤压坯料生产小规格或有特殊要求的产品。挤压材的锯屑应及时清理,以确保生产人员的安全,挤压车间应配备沙箱和D级灭火器材。挤压前,通常用电阻炉加热挤压材,电阻丝埋设在耐火砖内。
镁的熔点比铝的约低10℃,其密度比铝的低35.6%,其线胀系数又比铝的高5.9%,因此,在设计模具与锭坯加热时间等方面都应考虑。特别在设计模具工作带时,模孔加工尺寸的热胀冷缩余量应约比铝的大一倍。
由于镁合金的塑性较差、不易变形,且镁合金与钢的亲和力较低,所以挤压垫与挤压筒内径的配合偏差定为0.2mm~0.3mm。挤压后残料(压余)与挤压垫易分离,因此,无需润滑垫片。
镁合金的可焊性较低,因此,用平面分流组合模挤压管材和空心型材时,应精心设计分流孔和导流系统,以减少流量阻力,增强焊合均匀性。分流挤压AZ31B管材时的挤压工艺与产品质量关系见表2。镁合金挤压模材料大都为H13模具钢,与制备铝合金挤压模用材料相同,材料在淬火与回火后的HRC硬度应达到47~51。挤压前,模具的预热温度比锭坯温度低20℃~30℃(表3)。加热时间取决于模的大小,以热透和温度均匀为准。
挤压工艺主要的部分是挤压温度,它与合金种类和挤压材形状有关,一般为295℃~455℃,对镁及镁合金的挤压变形特性影响很大,可以通过调节挤压温度来满足挤压比要求,镁合金的挤压比(断面减缩率)通常保持在10∶1~100∶1,采用预挤压坯锭挤压时,可以采用更大的挤压比。同时,挤压镁合金时会产生大量热能,采取适当措施散发这部分热量,否则,被挤件温度有可能会超过固相线温度,形成热裂纹。
挤压结束后,先取出模具,并从锭坯上切下成品件,再取出锭坯余料,余料可以循环使用。如果立即装上新锭坯,并与锭坯余料焊合后,可以连续挤压,预留纵向槽,以便新旧锭坯卷入的气体排出,可采用铸造、机械加工和挤压法加工纵向槽。用挤压工艺可以生产双金属复合材料。
为了使挤压材具有弥散分布的细小的显微组织和较高的力学性能,须将挤压材进行在线淬火,即在挤压机上向出模的高温挤压材吹强气流或水。应注意的是,冷却水不得与热模接触,否则模型会开裂。挤压材料人工时效后,力学性能显著上升,它们的典型性能见表。粉末挤压ZK60A合金有很高的抗压强度,因其晶粒极小。
ZK60、WE43、WE54合金的热处理状态为T5(人工时效)或T6(固溶+人工时效)。T5和T6状态的ZK系列镁合金挤压材,不但有各向同性的强度性能,而且塑性也不低。热处理对WE系镁合金挤压材的室温力学性能影响不大,但能较明显地提高其高温性能稳定性。AZ61及AZ80镁合金也可以时效强化,但在T5、T6处理后,强度性能仅略有提高,可是塑性却明显下降。一般情况下,ZK型镁合金具有良好的强度与塑性匹配,无需进行热处理。
AZ31B-F合金挤压材的室温平均弹性模量44.8 GPa,抗拉强度260 MPa,伸长率15%,屈服强度200 MPa。室温下光滑试样于干燥大气中、水中、含冷凝水空气中和其它物质中进行。
轴向负载(R=0.25)疲劳断裂试验时,其疲劳性能与疲劳寿命见表。
美国衣阿华大学的斯蒂芬斯(R. I. Stephens)和施拉德(C.D. Schrader)用 12.7 mm 厚的AZ31B- H24镁合金测试了它在室温试验室条件的疲劳裂纹成长特性(见下图)。试样的平均室温弹性模量44.8 GPa,抗拉强度250 MPa,伸长率21 %,屈服强度150 MPa,负载条件R=0.1、0.4、0.7,试样取向T-L、厚12.7 mm,频率5Hz-50 Hz。

————— 认证资质 —————